如何正确安装与拆卸压缩机,老师傅10年经验分享!
发布时间:2020-02-08 20:51人气:
压缩机的安装是介于土建工程与正式投产之间的一项重要工作。在压缩机运行时出现的故障中有相当一部分是安装不当所致。由此可见,正确的安装压缩机是维护正常生产和操作安全的重要措施之一。
一位在工厂里具有动设备大量工作经验的高级技师,将自己10年来的经验进行总结,并成为了厂里内部培训的资料,现将这些精华内容与大家一起分享。(本文以工艺活塞机为例)

在安装前必须考虑当地情况,结合具体条件,成立安装施工的组织机构,指定专职人员负责施工。
在施工之前,必须准备好施工材料、搬运和起重工具、检验及测量工具(包括仪器)。测量和检查工具的规格和精度,应符合国家计量部门的规定,对规格及精度可疑的工具应及时进行校验。
在安装前,应将压缩机零部件和制造厂带来的总图、说明书核对一下,经过必要的检查清洗, 认为机器本身没有毛病后方可进行安装。如机器本身有缺陷,必须及时处理。
技术准备是安装前的一项重要工作,缺少这种准备,就不能进行安装,如果盲目施工,一定会影响安装质量,这是不允许的。技术准备包括设备说明书、施工图纸、施工操作规程和质量标准等。在施工之前,必须会审图纸,修正工艺布置,以免与其它工程(如管道、电路、地沟等)相抵触,特别注意 不要将基础设置与地沟上或妨碍管路的通过。
PS:老师傅:上述三项准备工作是其主要部分,其它的如技术资料的消化,设备性能的熟悉,施工人员操作的训练,工人的培训、学习等都是重要的。如忽略准备工作,必然在施工中遇到较多的困难,使工期延长或降低安装质量。
除微小型的移动式压缩机和具有隔振器的无基础压缩机外,一般压缩机都要安装在基础上。基础的作用有:
-
-
承受着机器内部没有得到平衡的往复质量惯性力,或者它们的力矩,以及倾复力矩;
-
1 . 必须同机器的底座相适应,并能保证所安装的设备牢固可靠;基边至机边不小于100mm。
2 .具有足够的强度与刚性。避免机器产生剧烈的振动,保证机器的振动不致影响本身的精度和寿命,并不给阾近设备、建筑物、操作人员造成不良的影响。
3. 具有稳定性和耐久性,防止地下水及有害液体的侵蚀,保证基础不产生变形或局部沉陷。当基础造在有可能遭受化学液体、油液或腐蚀水分影响的环境时,基础应该加防护层,如在基础表面涂上防酸、防油的水泥砂浆或涂由45~50%沥青、25~30%煤焦油和25~30%细黄砂组成的脂油或瓷砖,并设排液、集液沟槽。
4. 机器和基础的总重心与基础底面积的形心力求位于同一垂直线上。
5.为了防止发生共振,应使机器惯性力和力矩的频率(即干扰频率)地与基组(机器+基础)固有频率的0.75倍或大于基组固有频率的1.25倍。对于干扰频率地与基组固有频率的场合,基础埋置深度适当地做的浅一些。
基础的最小厚度应能满足地脚螺栓的长度以及切口和槽孔下面的最小厚度的要求。预埋螺栓与基础底边距离应不小于50mm。若是露天基础,应使基础底面处于冰冻线以下。
6.大型压缩机安装后,大约每年需进行一次精确调平调整,小修时机器要进行局部解体,有些部位因工件变换而需重新调整,因此安装时须留出相应的工作坑道和操作场地。
7. 大型压缩机的基础在安装前需进行预压,预压重量为机器总重量的1.25倍。预压物可用钢材、砂子或小石子。预压物须均匀地压在基础上,以保证基础均匀下沉。预压工作应进行到基础不再继续下沉为止,时间为3-5天。
8. 为了减弱振动的传播,压缩机基础不应与建筑物墙壁相连。和厂房墙壁间的距离应不小于0.3-0.5m。基础四周宜填以炉渣、砂粒等疏松物。
基础验收要按施工图纸及规范要求由质检部门、技术部门和施工班组共同进行;
基础混凝土表面应平整、无裂纹、空洞、蜂窝和露筋等缺陷;中心线、标高、沉降观测点等标识齐全、清晰;
按安装专业基础图纸、交接资料和验收要求对基础外形尺寸、坐标、标高等进行复测检查。对超标项目,由交方处理合格后,再次组织验收。
PS:老师傅:下图如示,由于地脚螺栓孔处基础不平整,地脚螺栓孔较大,难以铲垫铁窝。放置垫铁,且垫铁的放置不平,由此会延长施工工期,且由于大型机组灌浆用是灌浆料,处理基础时费力,将影响下一步设备就位。
基础验收合格后,根据图纸在基础上用墨线准确的画出下列主要中心线:主轴中心线,电机中心线,各列的中心线。
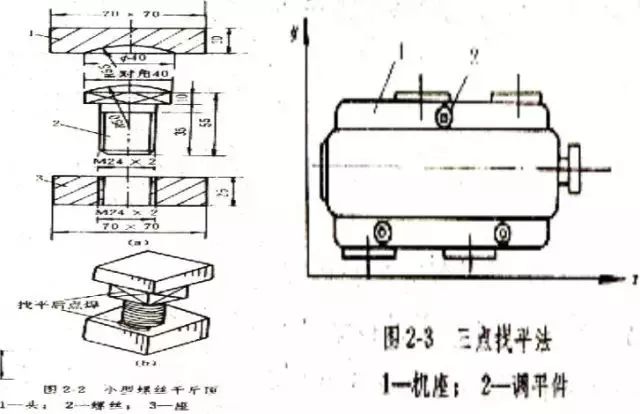
根据原则,在基础上放置垫铁。在各个位置放好平垫铁以后,用长木条尺放在各组垫铁上,检查各组间的高低相差程度和水平状况(见下图),以便进行增减调整。
PS:老师傅:通常都用三点找平法,每一个机身下需放三个千斤顶,同时还可根据具体情况,在机身就位以后。在便于调整机身前后左右位置处各放置千斤顶一个(如下图所示)。
机身是压缩机的重要部件,其它零件、部件都需在机身上安装,因此机身的安装好坏直接关系到整台压缩机运转的可靠性。机身安装的关键是要保证其纵向水平和横向水平在允许的偏差范围内。由于小型压缩机不进行解体安装,故不存在机体安装问题。
安装的时候,首先用吊车将机身吊起,再按照中心线将机身平稳的坐落在已经放好垫铁和千斤顶的基础上,机身上的各中心线和基础上对应的墨线吻合,定位偏差应在±5mm以内。预装好地脚螺栓,根据地脚螺栓位置和中心线,用千斤顶找正机身,然后初步确定标高。其偏差应在±10mm以内。
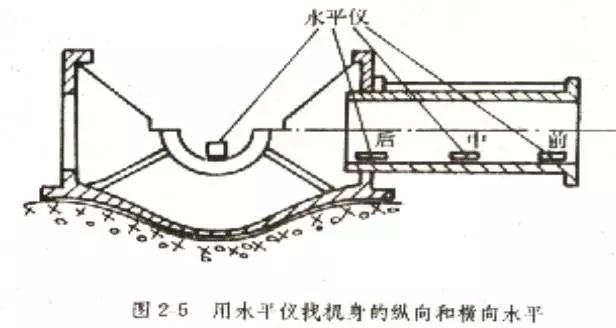
机身纵向水平的调整应以滑道为基准,检查时应用精度为0.02mm/m的方水平仪在下滑道的弧面上前中后三个部位分别进行测量(如下图所示),以前后两点为准,中间一点供参考。机身应保持水平,但允许向气缸的方向高0.03mm/m,因为装上气缸和活塞后,滑道的前端会稍稍下倾,这样就可以获得水平。
机身横向水平的测量以主轴凹窝为基准。机身的水平度是通过螺丝千斤顶来调整的。之后进行的就是机体内件的安装,诸如主轴、气缸、活塞、连杆、十字头、气阀、填料、各类组件等。
1、在中体滑道上均匀涂红丹,装上十字头后,在滑道内来回拉动几次。
2、抽出十字头,检查十字头上、下滑履与滑道的接触面积
十字头上、下滑履与中体滑道的接触面积应不小于50%,且接触面积均匀;否则就需要通过研刮进行处理。
“涂色法”完成后将十字头和滑道的接触面擦净,将十字头回装
吊装连杆时,可以将不带小头瓦的连杆与大头瓦用十净布打活接紧固在一起,在轴瓦快与曲轴相贴合时装入连杆连接螺栓,解开布条。
用专用的液压上紧装置对活塞杆进行打压上紧,可用两台打压泵对连杆的两根螺栓同时打压,两打压泵可分级打压,每次分级(5Mpa)打压的压力相同,保证两头的连接螺栓均匀受力拉紧
1、 连杆小头瓦须有合适的径向间隙。小头瓦径向间隙检测可以如前连杆大头瓦径向间隙的检测方法相同,
2、小头瓦的径向间隙也可以以经验来判断,将十字头销装入十字头内后,一个人用手转动(不借助外力)十字头销,若一个人能轻松转动十字头销则说明小头瓦的径向间隙适合。
组装前先对各联接组件的结合端面和止口(径向)等部位进行认真清理,去毛刺,检查、测量其圆度、圆柱度及配合间隙和过盈量符合装配技术要求。
接筒的端面是采用密封胶密封的,气缸安装时将接筒接合面均匀涂上一圈密封胶(另一种密封形式是靠端面的“O”形像胶圈来保证密封性的)
吊装时的钢丝绳需在三个方向增加倒链,以便调整气缸的水平。
将气缸支承与气缸的贴合面用砂纸磨出金属光泽,待气缸中体与接筒的连接螺栓紧固后,将支承的垫铁顶起。
用框式水平仪通过气缸支承调节气缸的水平,气缸水平度在气缸镜面前、中、后三位置测量应不大于0.05mm/m,其倾斜方向应与滑道一致
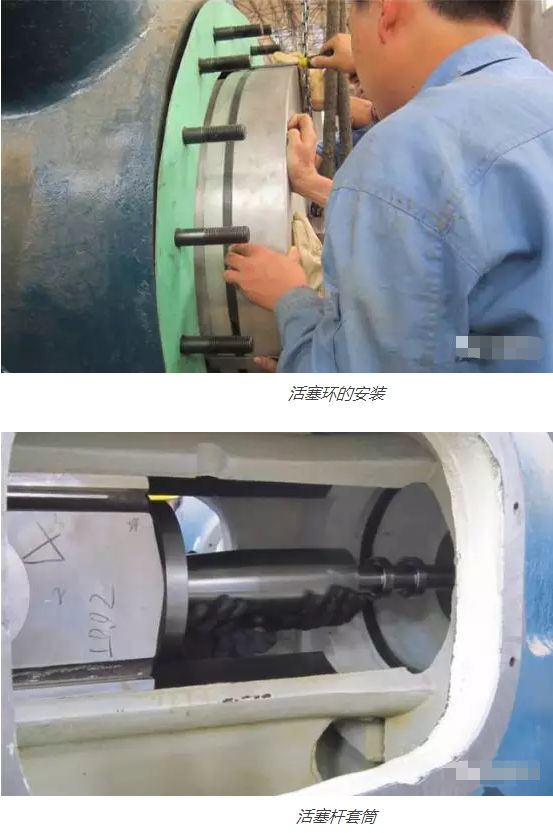
起吊活塞时在活塞杆上放置一个水平尺以保证活塞水平起吊,在活塞体进将进入气缸口的时在活塞端面做好标记,在装入活塞环和支承环时活塞环的开口位置应相互错开,所有开口位有一定的开口间隙,同时活塞环的开口位置应相互错开,所有开口位置应与气缸上的气阀口错开。
将活塞杆穿入填料密封装置和刮油器时,应使用压缩机厂家配给的导向套,防止划伤活塞杆然后与十字头进行液压连接紧固
等活塞杆套筒进入中体时,要注意套筒和十字头的距离,以免过近后套筒不能拿出。拿出套筒后装入液压联接固装置。注意装入的前后次序,正反方向。
电机的安装是在压缩机机身安装定位完后再以压缩机机身曲轴为基准进行找平找正。
用钢板尺水平地靠在两联轴器的顶部外缘上,钢尺水平贴紧机身曲轴,用眼观察电机联轴器与钢尺间的漏光缝隙,用直尺在0°90°测量两联轴器间的距离。调整电动机的高低(用顶丝调整)。
1、将压缩机机身内的十字头、连杆,曲轴、轴瓦按序拆下,拆卸前对每个重要的零部件都用白色的油漆笔做好标记。
2、拆卸时要准备好专用的拆卸工具,起吊工具、绳套等,在绑吊时要注意不要碰伤或拉伤零部件。
3、对于拆卸下来的零部件要放在合适的位置,对重要的机件,最好放在垫木上,例如连杆、曲轴、轴瓦、轴销等要放置平稳。小的如螺栓螺母等小件放置在箱子里。精密的零件要专门保管。
来源:网络
声明:本文转载自网络,文章内容仅供学习、交流之用,本司对文中观点保持中立。文章版权归原作者及平台所有。如有侵权,请联系删除。
本站系本网编辑转载,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。如涉及作品内容、版权和其它问题,请在30日内与本网联系,我们将在第一时间删除内容![声明]本站文章版权归原作者所有 内容为作者个人观点 本站只提供参考并不构成任何投资及应用建议。
推荐资讯