


螺杆空压机应用非常广泛,对空压机进行定期的维护和保养是保证其正常运转的前提。主机是空压机的核心部分,长期处于高速运转状态,类似于大多数运转机器,其在运行到一定时间或年限后都必须进行预防性大修,其大修期通常在30000~40000h(4~5年)。主机大修大多会选择返厂大修或交由有资质的检修公司进行维修。

一、螺杆主机大修时机
螺杆主机经过一段时间运行后会出现以下问题:
▎1. 间隙增大
① 主机的阴阳转子间的距离增大。带来的直接后果是压缩机在压缩的过程中泄漏(即回渗漏)增大,排出机器的压缩空气体积变小。体现在效率方面就是压缩机的压缩效率降低。
② 阴阳转子与后端盖和轴承处的间隙增大,主要会影响到压缩机的密封性和压缩效率,同时对阴阳转子的使用寿命会产生很大的影响,因为很多机械故障最初成因都是轴承与主轴之间的间隙造成的。

▎2. 磨损增大
众所周知,只要是机械在运转都存在磨损,正常情况下因为有润滑液润滑,磨损会减轻很多,但长期高速运转,磨损是在慢慢增大的。
以瑞典SKF轴承为例:在近乎不可能的条件下(如长期空转、润滑液足够干净、冷却系统足够好、及使用环境温度、湿度等等),也只能保证数年。就压缩机主机而言,除轴承外还存在其它部件的磨损。如轻微磨损不采取正确的预防措施,很容易导致磨损增大、造成其它主要部件的损坏和磨损。
▎3. 部件变形
空气压缩机主机是压缩机的核心压缩部件,其内部部件长期处于高温、高压的环境中,再加上高速的运转,时间一长必然存在部件变形的现象。同时,造成变形的原因还有使用环境因素,而空气压缩机一般使用的环境的空气中都会有尘埃和杂质,这些细小的固体物质在进入机器后,日积月累若结成较大的固体块,就有可能造成阴阳转子变形,间隙增大,严重的会导致主机卡死。
▎4. 部件损坏
在空气压缩机主机部分的易损部件主要有:各种垫片、密封圈、轴油封等,尤其是轴油封,长期处于高温、高压、和高速运转的环境中,其使用寿命比大大缩短。其损坏的直接后果是造成压缩机漏油,如未能及时发现,则会造成阴阳转子和轴承因缺少润滑而烧毁。
常规的空压机大修很大程度上也就是轴承和转动部件的检修,主要也就是更换相应的轴承和密封件,而所检修的压缩机机头亦能达到接近新机的效果。当然,检修的前提是压缩机本身无故障,转子、机壳内腔体无明显磨损。
所以了解压缩机轴承的选型思路对压缩机大修有很强的指导意义。
二、压缩机轴承的选型

轴承的选型应该考虑的主要因素:各种结构类型的轴承由于不同的结构特性,可适应于不同的使用条件,设计人员可根据自己的需要进行选择。通常选择轴承时应综合考虑下列各主要因素:
载荷是选择轴承最主要的依据,通常应根据载荷的大小、方向和性质选择轴承。
① 载荷大小:一般情况下,滚子轴承由于是线接触,承载能力大,适于承受较大载荷;球轴承由于是点接触,承载能力小,适用于轻、中等载荷。
② 载荷方向:由于压缩机头轴承受径向载荷和轴向载荷联合作用,一般选用角接触球轴承或圆锥滚子轴承,这两种轴承随接触角增大承受轴向载荷能力提高。若径向载荷较大而轴向载荷较小,也可选用深沟球轴承和内、外圈都有挡边的圆柱滚子轴承。若轴向载荷较大而径向载荷较小,可选用推力角接触球轴承、推力圆锥滚子轴承。
③ 载荷性质:有冲击载荷时,宜选用滚子轴承。
双螺杆压缩机由于阴阳转子间的相互作用力,压缩气体对转子的反作用力,压缩机轴承需同时承受径向及轴向载荷。此外,在空压机启动瞬间,启动转距最高达3692 N·m,所以宜选用滚子轴承。此外,需考虑的因素还有轴向游动性能、高速性能、调心性能、允许的安装空间、安装与拆卸是否方便等。
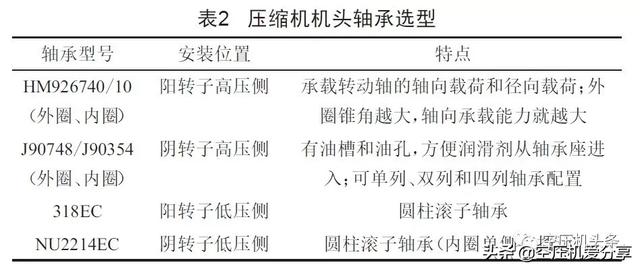
综上所述,压缩机机头轴承选型:高压端采用圆锥滚子轴承作为推力轴承,低压端采用内圈有挡边的圆柱滚子轴承作为支撑轴承(表2)。
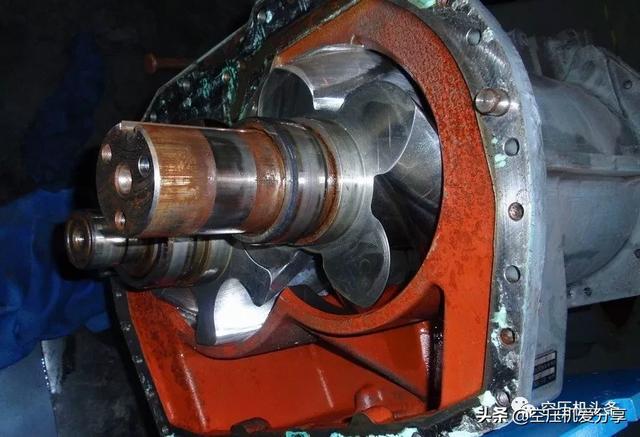
三、压缩机机头的拆装
▎1. 解体工艺与步骤
① 工器具准备,包括专用支架、拉马、千斤顶、手工具(扳手、铜棒、锤、钳等)、测量器具(游标卡尺、深度尺、铅丝等)、氧气乙炔、轴承加热器、起重设备等。
② 拆卸低压端罩壳(轴承座)、高压端盖罩。
③ 解体前关键数据测量:
• 低压端间隙(阴、阳转子端面与前罩壳端面间隙)用塞尺测量;
• 高压端间隙(阴、阳转子端面与后罩壳端面间隙)用塞尺测量;
• 高压端阴阳转子轴承游隙用压铅丝法测量。
④ 通过表面加热将主轴驱动齿轮、键、轴套取出。
⑤ 拆卸、拉拔出主机罩壳和阴阳转子低压端轴承及其压盖。
⑥ 拆卸、拉拔出高压端罩壳(轴承座)、阴阳转子轴承及其压盖、内圈垫片。
⑦ 清理检查主轴、转子、轴承、内壳体损坏情况。
⑧ 受损元件修复处理。

▎2. 解体前数据测量记录
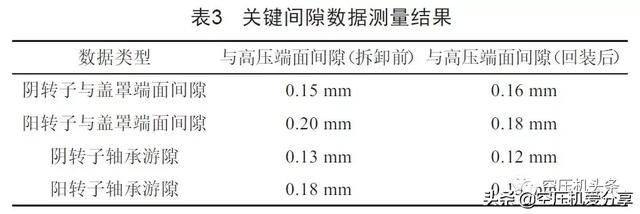
螺杆与前后端面间隙是进行螺杆装配时应保证的技术参数,该间隙大小已经考虑到了主机高温运行时螺杆与前后端面的膨胀变形量,同时压缩产生螺杆径向载荷与轴向载荷均由主机两端定位轴承承担,开始运行时螺杆没有轴向位移。但运行一定时间后,主机轴承必然会发生磨损,导致螺杆产生轴向窜动及径向窜动增大,该变化会让螺杆与螺杆之间、螺杆与主机壳体及前后端面之间间隙发生变化。因此,这些装配间隙应能保证主机长时间正常运行。解体前对关键的间隙数据进行了测量,所得结果(表3)作为回装时的参考。
▎3. 回装工艺与步骤
① 将阴、阳转子吊起啮合后固定好,套上排气端罩壳。
② 放入轴承内圈垫片,加热轴承后进行热装,并装上轴承压盖和锁紧螺栓。
③ 吊起后罩壳使阴、阳转子自由下坠,测量排气端总间隙。
④ 如排气端总间隙不合格,重新拆装轴承、调整内圈垫片数量直至该间隙在需要值。
⑤ 装上排气端盖罩,通过盖罩垫片厚度调整阴阳转子排气端轴承游隙,运行时的排气端间隙即为排气端总间隙与轴承游隙之差。
⑥ 依次回装主机转子罩壳、进气端阴阳转子轴承和盖罩。
⑦ 通过进气端盖罩垫片厚度调整进气端间隙。
⑧ 将轴套加热后安装到主轴上(安装到底)、安装驱动齿轮键,并将齿轮加热后进行热装。
⑨ 安装齿轮压盖和锁紧螺栓,锁紧螺栓上涂螺纹紧固胶,并将螺栓旋紧。
⑩ 主机回装过程中应注意轴承压盖螺栓和主机各螺栓的上紧力度。
⑪ 盘动主机,确定主机转动灵活。
四、结 语
螺杆空压机机头属于高精密部件,尤其是阴、阳转子,加工精度要求相当高,安装要求自然也非常高。用户自行大修应务必要非常小心,才能达到满意的大修效果。


