发布日期:2021-01-25 10:46 浏览次数:







联轴器不能一装了之,您需要了解的几个寿力联轴器装配技巧
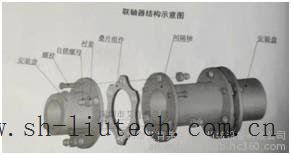
一、寿力叠片挠性联轴器在螺杆空压机的作用:
寿力联轴器是联结压缩主机和电机(柴油机)并传递扭力的重要元件。寿力联轴器分为碟片式、联轴胶式两种。联轴器由于需要传递很大的扭力和交变力,因此其性能好坏直接影响到空压机的使用效率和寿命。同时,由于联轴器具有一定的挠性,因此压缩主机和驱动电机(柴油机)之间的同
度对动力的传动效率和联轴器的使用寿命有重要影响。
二、寿力叠片挠性联轴器安装盘的安装:
寿力联轴器安装前须清洗孔、轴表面,不得有灰尘、防锈漆等。键必须准确的装入轴和毅上的键槽中。键的侧面应符合规定的配合,顶部有少量间隙。为了保持动平衡,键应当正好装入键槽中,不能太短或太长。
注意:寿力联轴器表面在出厂时进行了氧化处理或黑磷化处理,并涂有防锈油。在安装盘(半联轴器)安装就位后应立即重新进行适当的防锈处理。如涂防锈油等。
说明:黑硝化表面受热后颜色会有变化,重新涂覆防锈油即可恢复。实验表明,热装后涂防锈油对零件的防锈能力至关重要。
1、带键直孔安装盘的安装:
(1)轴端不得伸出安装盘。如果需要,可使用限位块限定安装盘到轴肩的间隙。可用轴端螺母或端板进行轴向固定;
(2)如轴、孔配合为间隙配合,可直接将安装盘装在轴上,可用软质椰头轻击安装盘;
(3)如轴、孔配合为过渡配合,则可适当加热安装盘,并在轴上涂润滑油;
(4)如轴、孔配合为过盈配合,则需将安装盘放在油槽或烘箱中加热使其膨胀,以便安装。加热温度视过盈量而定,一般为120℃~250℃。为避免安装过程中安装盘冷却与轴抱死,安装必须迅速;
(5)不推荐采用火焰加热安装盘,以免变形。如果必须采用火焰加热,应采用大的喷头保证加热均匀。
警告:安装过程中注意防止烧伤。
2、寿力叠片挠性联轴器安装盘的找正:
为了确保安装盘的正确安装,可利用百分表检测安装盘的外圆及端面,外圆和端面的跳动
均不应大于0.05mm,对外圆直径大于250mm或对锥孔配合的安装盘,端面跳动在极限情况下允许为0.08mm。如果超出上述值,说明安装盘未被装正,应找出原因并重新安装。
三、寿力叠片挠性联轴器机组的对中:
1、复核两安装盘安装面之间的轴向距离:
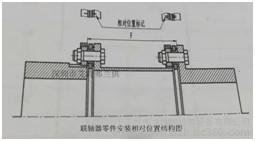
将主、从动机转子置于运转位置,测取两安装盘安装面之间的轴向距离F(如上图所示)。
测量时应在圆周向取4个读数,每隔90°测一次,取平均值。F尺寸应当符合安装总图上的尺寸,误差控制在0~0.4mm的范围内。
若机组热胀量较大,寿力联轴器则在设计时采用了轴向预补偿技术,以减小联轴器运行时的变形,改善受力状况。此时联轴器中间传动段总长较机组冷态时的F值短,安装完成后挠性叠片组件处于拉伸状态。机组热态运行时轴头距离缩短,叠片组件的变形回复。
2、机组的角向、径向对中:
对中调节是安装中的重要环节,可根据机器设备的种类和调中要求,采用如下两种方法之一来实现:
(1)采用对中仪对中
对中仪采用先进的激光技术进行轴对中,简单有效并能实时显示对中值。
(2)端面及外圆对中
采用千分表分别对寿力联轴器安装盘的端面和外圆测取跳动值,通过对测得的数值进行计算分析,确定两轴在空间的位置,得出调整量和调整方向。(如下图所示。)
这种方法应用较广,但对轴向有窜动的机组,盘车时端面读数会产生误差。为消除轴向窜
动对端面读数的影响,提高对中精度,可采用与轴心等距分布的两个千分表同时测量端面跳动。


