发布日期:2022-08-19 10:11 浏览次数:
螺杆空压机采用的冷却器为管壳列管式。

空压机冷却器清洗工艺可以划分成两个阶段,一是人工清洗;二是化学清洗。
▍人工清洗
空压机冷却器列管内壁结垢后,先将冷却器放置平稳,随后打开冷却器两侧盖板。

清洗过程中,污垢的主要化学反应为:

在对冷却器进行化学清洗时,为了降低对列管产生的不利影响,减少对冷却器材料机械性能以及物理性能影响,可在水垢清洗剂中添加一定比例的防腐剂。
主要作用是防止铜制列管在化学清洗过程中出现钝化,选用NA3PO4(磷酸钠)以及FeSO4(硫酸亚铁)按照一定的质量分数(96:4)添加到水垢清洗剂中,可在铜制列管表面形成一层保护膜,防止铜制列管出现钝化。同时为了提升对黏附水垢的清洗效果,可在水垢清洗液中添加少量的细沙,提高冲洗液的摩擦力以及冲刷力。
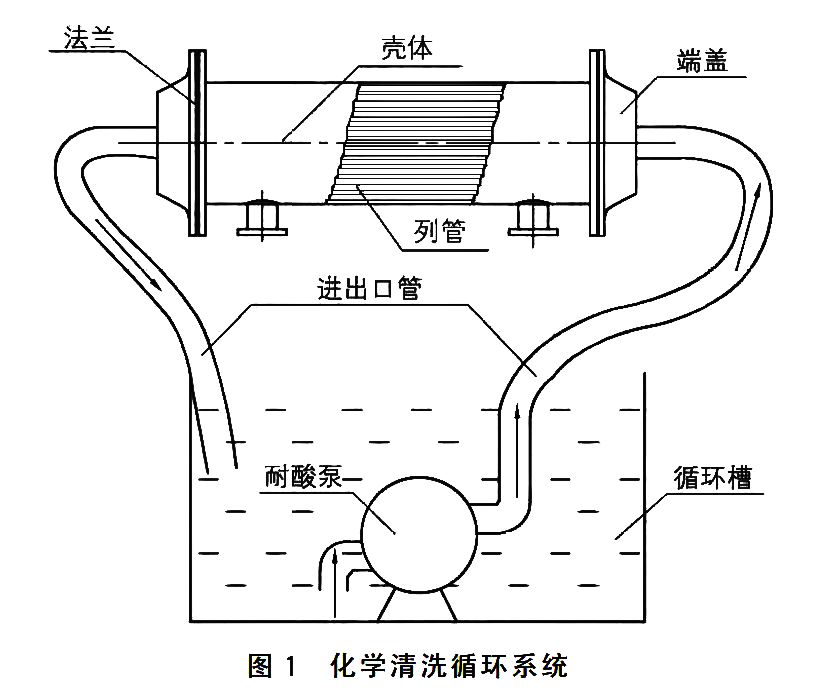
采用化学清循环系统如下图所示,主要采用的设备及材料为:耐酸泵、法兰、端盖、水垢清洗剂、添加剂(NA3PO4磷酸钠以及FeSO4硫酸亚铁)、弹簧管(直径133mm)、细砂、循环槽等。
具体的清洗流程为:
在对冷却器进行化学清洗时,每隔30min对化学清洗液的pH值进行测定,当测定结果大于2时,需要在化学清洗液中添加适量的水垢清洗剂,使得混合液pH值小于2。
(3)清洗
在清洗过程中,向循环槽内添加一定量的细砂,可提升清洗液的冲洗效果。在夏季清洗时,应注意清洗液温度,最高不应超过60℃,最佳的清洗温度为30~50℃;若是在冬季对冷却泵进行清洗,可以适当地对清洗液进行加热,以便提高清洗速度、提升清洗效果。一般情况下,冷却器冲洗时间保持在4~6h,待清洗液中不产生气泡时可以停止清洗。为了防止残留的清洗液对列管产生腐蚀,待清洗结束后,可以在清水中添加5%苏打水溶液,对冷却器进行冲洗,冲洗10min即可,最后采用清水再次进行清洗即可。
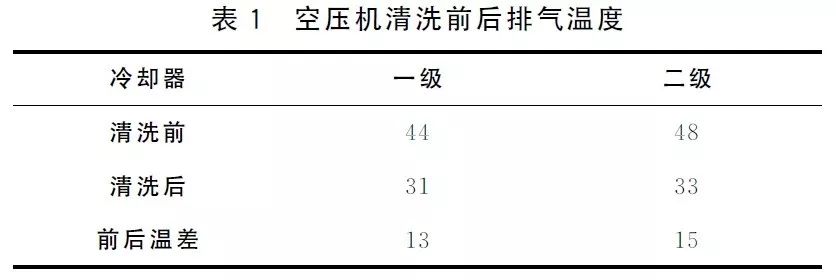
空压机运行测试结果表明,对冷却器进行清洗之后,冷却器冷却效率有所提升,排气温度以及润滑油温度均在合理的范围之内,达到了对冷却器内部污垢进行清理的目的。清洗前后空压机排气温度如下表所示。
采用文中所述清洗工艺,每台冷却器的清洗费用仅为几百元,清洗效果也十分明显。
在空压机运行过程中,应根据采用的冷却水水质、外界温度、空压机运行时间等综合考虑冷却器清洗频率及清洗时间,以确保空压机可以安全平稳运行。
