










螺杆空压机系统常见问题及处理措施压缩空气作为工厂常用的动力气源,主要供给气动阀、仪表、气缸等设备,为生产的正常运行提供有效的保障。 但 空压机 系统常会出现一些问题,甚至严重影响生产。 本文针对一些螺......

压缩空气作为工厂常用的动力气源,主要供给气动阀、仪表、气缸等设备,为生产的正常运行提供有效的保障。但空压机系统常会出现一些问题,甚至严重影响生产。本文针对一些螺杆空压机系统的常见问题进行分析处理,以供参考。
一、压缩空气系统
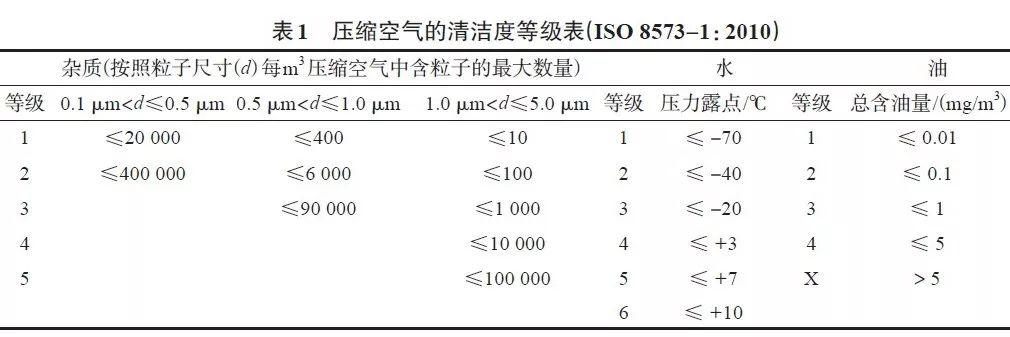
对于压缩空气的质量,国际标准化组织(ISO8573-1)规定了压缩空气中关于固体粒子、水和油的清洁度等级,见表1。
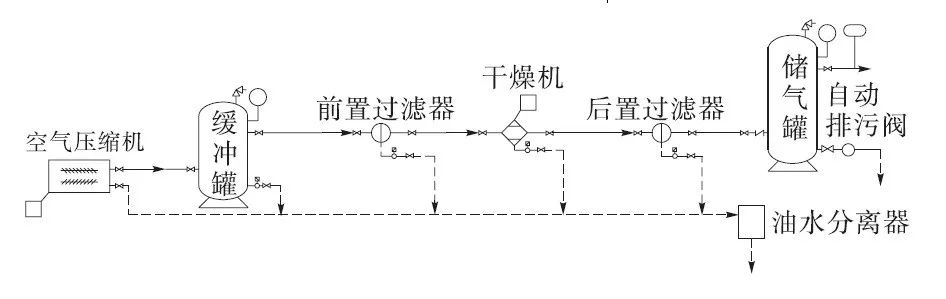
1)系统流程
2)设备选择
对于前置/后置过滤器,主要是除去气体中的杂质和油,确保压缩空气的品质。储气罐则是起到压缩空气的缓冲和储气的作用,确保系统稳定,其容积应根据总的压缩空气量计算而定。
二、压缩空气系统常见问题分析及处理措施
原因分析(1):空压机运行参数设置有误。
原因分析(2):空压机设备外部出口管道上设置了止回阀。
处理措施:应取消空压机设备外部的出口止回阀。
原因分析(3):缓冲罐容积过小。
处理措施:应增加缓冲罐的容积,缓冲罐的总容积可按照空压机总排气量的1/8~1/6进行选型。
原因分析(1):如果是水冷型,应考虑冷却水冷却效果欠佳,是否水量不够,或是管道结垢造成的。
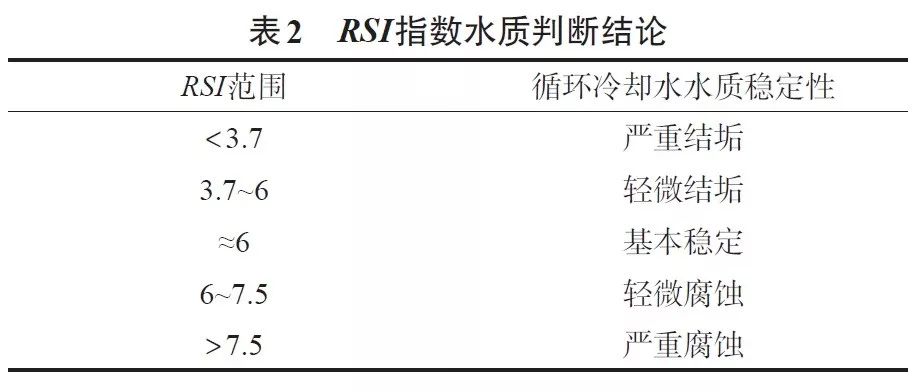
处理措施:先采用水表判断冷却水量是否满足要求;通过分析冷却水的水质,判断冷却水是否处于易结垢状态,应及时对冷却水系统进行加药处理。
控制冷却水的莱氏稳定指数(RSI),见表2。
原因分析(2):空压机站的室内温度过高,可能站房的通风系统不合理。
处理措施:如果是负压系统,应加大排风量。对于正压系统,应检查正压风机的进风过滤器是否堵塞,造成效率降低。
原因分析(3):温控开关控制阀可能损坏。
处理措施:更换新的温控开关控制阀。
原因分析:卸荷阀气缸活塞密封条有磨损,导致控制气路密封不严无法加载。
处理措施:更换卸荷阀气缸密封条。
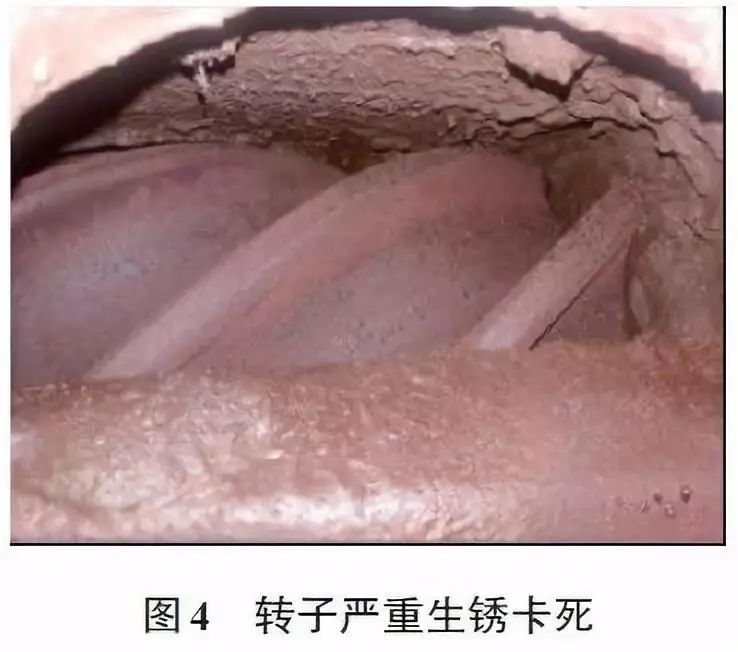
4)空压机油路系统生锈、转子卡死
原因分析:初步判断这种情况是润滑油乳化后,油路系统内产生冷凝水,机器仍连续运行,润滑油乳化后起初会慢慢变稀薄,油气分离器无法进行分离,润滑油逐渐随压缩空气排出,剩余油量会越来越少,同时与金属部件的锈渍混合,油质变浑,机器会经常高温,未及时处理导致情况越来越严重。
处理措施:为避免润滑油乳化,必须保证空压机加载时转子出口温度在 75 ℃以上,加载比例至少占运行时间的1/3。如果转子出口温度过低或加载比例低,可以减少冷却水的供给量,提升油温。

原因分析:冷却水系统对冷却器铜管有腐蚀性。
处理措施:建议化验冷却水成分,如果冷却水中含有对铜有腐蚀性的元素,必须立即对冷却水进行处理,否则会对冷却器造成损坏。如果有必要,可以考虑更换耐腐蚀性更强的不锈钢列管冷却器。间冷开式系统循环冷却水的水质指标参考GB/T50050— 2017《工业循环冷却水处理设计规范》。
原因分析:冷却水温度过低。空压机冷却水温度过低,导致一些受热膨胀的零件因为温度过低造成膨胀不到位。空压机气缸温度过低会导致水蒸气凝结于缸壁上,再与空气中的杂质、润滑油等混合在一起容易生成腐蚀物质,强烈腐蚀汽缸壁,导致其表面金属组织疏松。
处理措施:应适当提高设备冷却水的进水温度,确保设备的正常运行。
原因分析(1):干燥机运行不正常。
处理措施:检查干燥机的压力露点是否达到设定的运行参数。
原因分析(2):缓冲罐或储气罐内存在冷凝水。
处理措施:及时放空缓冲罐和储气罐内的冷凝水。一般在缓冲罐设置电子排污阀进行定时排水,确保系统的大量冷凝水得到及时排放,从而减小干燥机的负荷。在储气罐设置机械自动排污阀。
三、结束语
以上归纳总结了螺杆空压机在调试、运行过程中出现的问题及其处理措施。压缩空气系统出现问题的原因是复杂的,在实际运行过程中,应严格按照制造商的要求,做好系统和设备的维护保养工作,确保压缩空气的品质和系统的正常运行。


