










激光切割用一体式空压机除水排污到底有多重要|激光机空压机近几年来,随着大功率和超大功率光纤激光器的国产化普及,我国激光切割机呈迅猛发展之势,激光切割机从千瓦级跃升到万瓦级,切割能力从仅能切割几mm的薄板发展到能切割几十m......

近几年来,随着大功率和超大功率光纤激光器的国产化普及,我国激光切割机呈迅猛发展之势,激光切割机从千瓦级跃升到万瓦级,切割能力从仅能切割几mm的薄板发展到能切割几十mm的厚板,激光切割的应用越来越广泛。作为激光切割的辅助气体,通常有氧气、氮气和压缩空气。
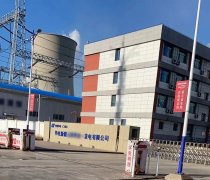
本文作者曾在《激光切割机采用压缩空气作为辅助气体的空气压缩机选择和应用》一文中详细论述过激光切割机采用压缩空气作为辅助气体进行金属切割加工是一种常见的经济实用的加工方式。由于采用压缩空气作为辅助气体进行激光切割的显著的经济性,以前不主动推空气切割的激光切割机的生产商,现在推激光切割机时,都开始主动介绍其激光切割机适合采用压缩空气切割。(图一) 和(图二) 就是两个激光切割机品牌的超大功率激光切割机宣传时介绍采用压缩空气切割的优势。
采用压缩空气作为辅助气体进行激光切割的经济性是显而易见的。同时,由于一体式空压机安装简便,占地面积小,方便挪动,采用空气切割的激光切割机通常都配套激光切割专用的一体式空压机。但是,如果对一体式空气压缩机系统的除水排污不正确、不及时,对切割质量和切割效率也会有很大的影响,严重时甚至会造成高额经济损失。
为什么这么说呢?
回答这个问题,我们先来看看压缩 1m3/min 的空气到 16bar 压力(这个压力是目前多数激光切割机采用空气切割的压缩空气压力)会产生多少液态水分?从热力学,我们知道,空气中的含湿量 W 为:

P——空气压力, kPa;
Ps——水蒸气分压力, kPa;
Psb——饱和水蒸气分压力, kPa;
ϕ——空气相对湿度, %
压缩机在压缩空气时最容易产生液态水的季节是夏季,最常见的湿热天气的气温大约 35℃,相对湿度大约 80%,根据上面的公式,在大气压力状态下,空气中的含湿量为 0.0297kg/kg(干空气)。
当压缩到 16bar 压力时,如果排气温度是 80℃,那么压缩空气中的含湿量为 0.0178kg/kg(干空气)。
这意味着会有 0.0297-0.0178=0.0119kg/kg(干空气) 的液态水析出。假设压缩机的排气量是 1m3/min,每天工作 10 小时,那么一天下来析出的液态水将会是:
0.0119*60*10*1.29=9.21kg
这些析出的液态水的大部分会混合在润滑油中,使润滑油很快地乳化变质,在油气分离器中的润滑油工作时会大量起泡(见图三)。如果泡沫大量积聚,油气分离滤芯都被泡沫包围时,油气分离滤芯将失去对润滑油的拦截过滤功能,大量的润滑油将会穿过油气分离滤芯进入压缩机排气管路,这将会使得后面的压缩空气过滤净化变得异常困难。

根据计算,在环境温度 35℃、相对湿度 80%的吸气条件下,要保证在 16bar 排气压力的排气没有液态水析出,排气温度需要在 92℃以上,这需要通过温控阀开启温度的选择或者风机启停温度的设定来保证。对于空压机容量配大很多的用户,就需要强制把空压机运行的下限频率设高来防止温度不能升上来。
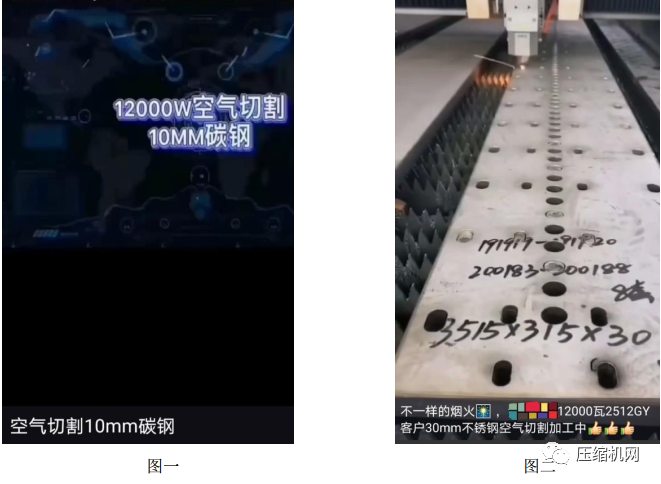
其次, 即使对压缩机排气温度进行了较好的设定,使得润滑油中没有液态水析出,但是压缩后的冷却过程会使储气罐和气水分离器有大量液态水凝聚。从(图四) 可以看出,压缩机运行几个小时之后,可以从储气罐里放出很多的液态水。
还是继续上面的例子, 我们知道,一体式空压机都是把空压机和冷干机安装在储气罐上方,空气经过压缩机压缩并经过油气分离和后冷却器后进入储气罐,同时把在后冷却器冷却产生的冷凝水带入储气罐。由于压缩空气进入储气罐时速度骤降,并且储气罐与环境空气有很大的接触面积,压缩空气与环境空气会产生较多的对流换热, 使得压缩空气的温度进一步降低,产生更多的冷凝水。
一般设计上,经过后冷却器的压缩空气的温度比环境温度高 12~15℃左右,在储气罐中继续与环境空气对流换热后温度又会降低约5~8℃。因此,在 35℃环境温度时,储气罐中的压缩空气温度不会超过 35+15-5=45℃。在 16bar 压力下, 45℃的饱和空气的含湿量是 0.0035kg/kg(干空气),这意味着储气罐里会有 0.0297-0.0035=0.0262 kg/kg(干空气)的液态水积聚。假设压缩机的排气量是 1m3/min,每天工作 10 小时,那么一天下来储气罐积聚的冷凝水将会是:
0.0262*60*10*1.29=20.28kg
一体式空压机的储气罐容积大约为 300L~400L,按每天产生 20.28kg 的冷凝水,如果一直不放水排污,只要两周时间,整个储气罐就全是水了!如果是这样的话,压缩空气将会裹挟大量液态水进入冷干机后精密过滤器等后处理设备,造成后处理设备根本就无法处理过来,无论是水,还是残油,由于滤芯被水湿透,均无法处理。
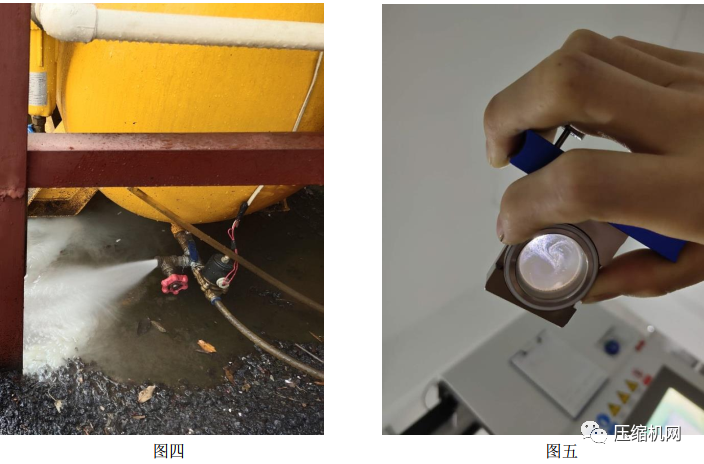
因为,根据精密过滤器的工作原理,它只能过滤颗粒粉尘、微油和水雾,如果压缩空气中存在大量液态水,精密过滤器的滤芯将会很快湿润饱和,导致空气分子通过滤芯时本应过滤分离出来的液态水和残油随压缩空气一起通过。其结果就是出现大家最不想看到的结果,进入激光切割机的压缩空气含油含水,很快就会使激光切割机保护镜片起雾模糊(见图五),造成激光切割机无法工作,尤其对于超大功率激光切割机,严重时会烧毁价值昂贵的光学镜片。
压缩空气离开储气罐进入冷干机之前,通过管路与环境空气的对流换热,气体温度会进一步降低,假设降低 5℃,我们来看看降低 5℃达到 40℃时又会有多少冷凝水产生。按前述计算公式, 45℃的饱和空气的含湿量是 0.0035kg/kg(干空气), 40℃的饱和空气的含湿量是 0.0027kg/kg(干空气),那么进入冷干机之前将会有 0.0035-0.0027=0.0008 kg/kg(干空气) 的冷凝水产生。假设压缩机的排气量是 1m3/min,每天工作10 小时,那么一天下来进入冷干机之前的管路产生的冷凝水将会是:
0.0008*60*10*1.29=0.6192kg
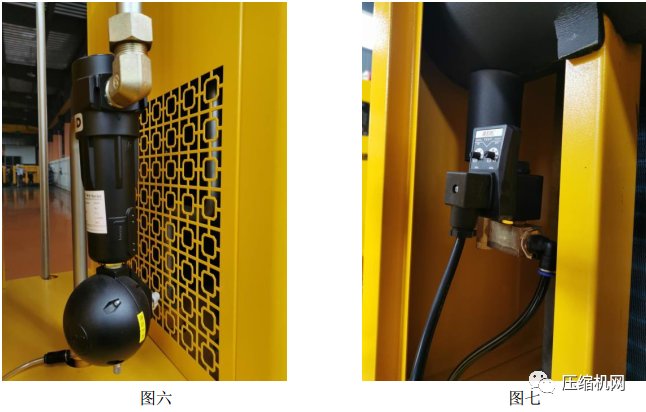
这就是为什么在压缩空气进入冷干机之前要安装一个气水分离器的原因。这个气水分离器下部安装有浮球式自动排污器(见图六),在夏季湿热天气,自动排污器应该在压缩机每工作 30-45min 左右就能自动排放一次污水。浮球式自动排污器的下方还有一个手动排污口,如果自动排污器长时间都没有自动排污,应该检查手动排污口,如果手动排污口能放出很多水,那就表示自动排污出了故障,需要维修或者更换。
激光切割用一体式空压机都是集成了冷冻式干燥机的, 如果冷干机之前的除水排污都按本文要求正确地做了, 压缩空气经过冷干机后,压力露点温度降低到 2-5℃, 压缩空气经过冷干机时产生的冷凝水(进气参数按前述,压力露点按 5℃)为 0.0024kg/kg(干空气)。假设压缩机的排气量是 1m3/min,每天工作 10小时,那么一天下来进入冷干机产生的冷凝水将会是:
0.0024*60*10*1.29=1.858kg
这么多的冷凝水量,如果不及时排放干净,同样会使后面的精密过滤器失去过滤的功能。因此冷干机内置有水分离器,水分离器下方安装有电子自动排污阀(见图七)。为了及时排放冷凝水,电子自动排污阀的排放间隔时间不能设置太长,应以不超过 10-15min 为宜,每次排放时间宜设置为 3-5sec。
压缩空气经过冷干机把压力露点降低到 2-5℃,所产生的冷凝水及时排放干净, 再回温到 20 度左右,再经过一组精密过滤器滤除极微量的水雾、油雾和颗粒物, 这样的压缩空气就是干燥的不含任何液态水的,这样的压力露点的压缩空气在激光切割机的保护镜片上是没有形成水雾的条件的,并且由于这组精密过滤器可以使液态油的去除效果达到 0.001ppm,使油蒸汽的去除效果达到 0.003ppm,在保护镜片上形成油雾也是非常困难的。
值得一提的是,对于激光切割机来说,每个精密过滤器下面的手动旋塞阀都应该保持微微开启状态(见图八),这样才能随时把精密过滤器捕捉拦截到的任何液态物质(水或油)及时冲刷出去而不带入激光切割机的供气管路。在这里不安装自动排污阀而是安装手动旋塞阀,一是为了保证能随时将捕捉拦截到的任何液态物质冲刷出系统,二是为了保持供气系统的压力稳定。根据我们的测试,每一个自动排污阀自动排污时,供气压力会下降约 1bar,如果四个自动排污阀同时排污,那么就会引起很大的供气压力下降,对激光切割质量造成很不稳定的影响。


激光切割用一体式空压机的除水排污,绝不是一件可有可无的小事。除水排污没有做好,往小处说,是会影响激光切割的质量和效率;往大处说,是会影响空气激光切割技术的推广应用。无论是设计人员,还是使用维护人员,都应该对激光切割用一体式空压机除水排污的重要性有正确的认识,在实践中能够切实保障一体式空压机正确、及时的除水排污,共同推进空气激光切割技术的发展。


